
Principles of Induction Heating
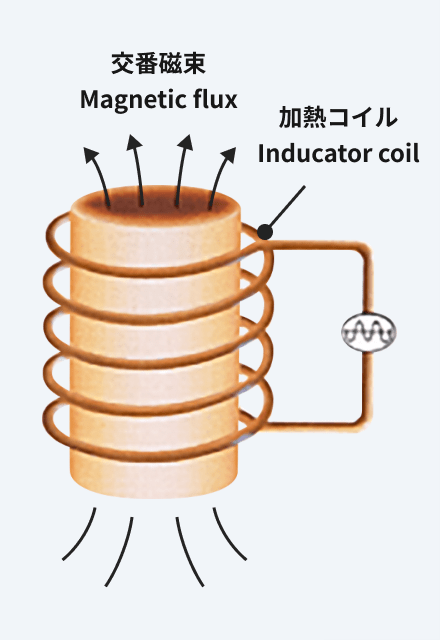
Induction heating uses the phenomenon in which a conductor (conductive material) which is placed within a coil through which high-frequency current passes rapidly generates heat due to the eddy current loss generated in the conductor by electromagnetic induction and from the heat generated in the conductor by hysteresis loss (heat generated by the vibration and friction of the molecules in the magnetic material due to alternating current flux).
Since high-frequency current is used, flux and eddy current concentrate in the surface of the conductor due to the skin effect of the current (the phenomenon in which current flows only in the surface of the object), and proximity effects (in which there is a mutual pull between the primary current flowing in the coil and the secondary current which is excited and flowing in the opposite direction in the conductor, and current flows in the surface layer of the conductor), and only the surface layer of the conductor can be heated due to the eddy current loss and hysteresis loss produced in the surface of that conductor.
The Purposes of High-Frequency Heat Treatment (Hardening and Tempering)
The objective behind high-frequency heat treatment as a surface hardening method (high-frequency hardening and tempering) is to harden the surface of a mechanical structural part to improve its wear resistance and enhance its mechanical properties (particularly fatigue resistance). For these reasons, high-frequency heat treatment is commonly used for the sliding parts of machine components, and finds wide applications in automobile and motorcycle engine and undercarriage parts, bearings, screws, the sliding parts of machine tool components, and so on.
Characteristics of High-Frequency Heat Treatment (Hardening and Tempering)
- High heating efficiency due to direct contact with heat.
- Very little oxidation due to the short heating periods involved.
- Spot heating is possible and the depths of the hardened layer can be selected freely.
- Little hardening deformation compared to other methods.
- Hardening parameters can be easily adjusted.
- Lends itself easily to automation.
- Can be integrated into machining production lines.
- Excellent work environment.